

There are five basic NDT (non-destructive testing) methods used to detect weld defects;
- Visual Inspection (VT)
- Magnetic Particle Testing (MPT)
- Dye Penetrant Liquid Testing (DPI)
- Radiographic Testing (RT)
- Ultrasonic Testing (UT).
UT and RT can detect both external and internal discontinuities while MPI, DPI and VT can only detect external defects. Also, defects classified as volumetric such as Porosity Inclusions (slag, metal and non-metal) are better revealed by RT. Planar defects such as cracks, lack of fusion and incomplete penetration are better revealed by UT.
Flaws in some materials such as nickel-based alloys and austenitic stainless steels can only be detected with RT and DPI. As discussed previously, MPI is only used on ferromagnetic materials. Joint configuration and accessibility of the welded joint are two other factors that determine the NDT method used. While UT is good for joints with limited access to both sides.
Visual Inspection (VT)
The visual inspection of welds is a method of non-destructive examination. It is the most commonly used of any non-destructive examination. Additionally, it is a first step in locating defects before any further NDT is undertaken.
This is because the weld integrity is verified visually. The limitation of this method is that it can only detect external surface-breaking defects. For example, external cracks, undercut, under-fill and surface porosity.

Magnetic Particle Testing/Inspection (MPT/MPI)
Magnetic Particle Inspection is used for locating surface or near-surface flaws in ferromagnetic materials. This is a simple-to-use inspection method but, as the name suggests, is limited in use to magnetic materials. In other words ferritic (not austenitic) steels.
The basic principle is that the component is magnetised by the use of a magnetic yoke or prods. This creates magnetic lines of force which form a closed loop or circuit. All of these lines of force create the magnetic field.
The force that attracts other magnetisable material is known as magnetic flux. It is made up of all the lines of force.
A discontinuity will disrupt the flow of the lines of force, therefore cutting the lines of flux. This produces a flux leakage around the discontinuity. A flux leakage or leakage field are lines of force leaving the material. This occurs due to the passing of air between the two poles of opposite polarity.
You can detect a flux leakage with magnetic powder. Iron particles sprayed or dusted onto the surface will be attracted to the area forming a line of powder. Thus, indicating the location, size and shape of the discontinuity.
This method can either use AC or DC electric current to generate the magnetic field. The magnetic field produced by DC has more penetrating power than those produced by AC.
MPT/MPI has an advantage over liquid penetrant inspection because it can be used to detect some discontinuities that are not surface breaking. For example, cracks filled with carbon, slag and other contaminants (as long as the flux leakage is strong enough).
The limitation of this method is that it cannot be used for inspection of non-ferromagnetic materials. For example, copper, aluminium, magnesium or austenitic steels. The strength of the magnetising current should be specified in a written examination procedure.
The adequacy of the magnetic field should be verified by the equipment is capable of lifting a specified weight. DC yokes are capable of lifting no less than 18kg of mild steel at a pole spacing of between 75-300mm. AC yokes are capable of lifting 4.5kg of mild steel at a pole spacing between 75-300mm.

Liquid Penetrant Inspection (DPT/DPI)
Dye penetrant testing is a simple, cheap and easily portable inspection method. It involves detecting and locating discontinuities. For example, cracks and pores in nonporous materials provided the flaws are clean and open to the surface.
DPI can detect surface breaking discontinuities only and relies on a coloured or fluorescent dye, sprayed or brushed onto the surface. This penetrates any discontinuities by capillary action. The penetrant is left on for a short amount of time to enable the dye to penetrate any very fine discontinuities.
After cleaning any excess penetrant, the dye is drawn to the surface by spraying on a developer. The developer is usually a fine, fluffy powder in the case of the colour contrast dye. The discontinuity is revealed by the dye staining the developer or fluorescing with the use of a black light.
The fluorescent dye gives greater sensitivity than the colour contrast dye and does not require the use of a developer. However, it requires the use of an ultra-violet light source and a darkened room. This makes it a much less portable inspection method.
The dye used as a penetrant must be able to penetrate tight cracks. It also mustn’t be able to be removed from more open discontinuities during the cleaning operation. Cleaning is carried out prior to applying the developer.
Careful surface preparation and thorough cleaning of the item before applying the penetrant is important. This method can be used for both non-magnetic and magnetic materials. It is particularly useful for non-magnetic materials where Magnetic Particle Inspection cannot be used.

Radiography Inspection (RT)
The previous two paragraphs deal with the defect detection techniques of MPI, DPI. These methods are capable of detecting surface or very near surface discontinuities. Therefore there is a need to enable internal discontinuities to be reliably detected – a so-called volumetric detection method.
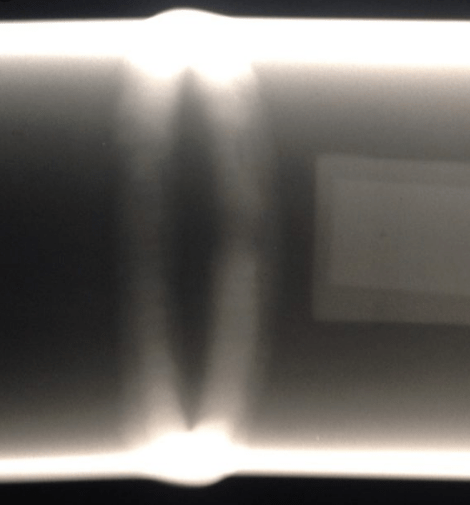
Radiographic Testing (RT) is a non-destructive examination (NDE) technique that involves. The use of either x-rays or gamma rays to view the internal structure of a component. In the petrochemical and metal fabrication industry, RT is used to inspect welds and machinery to detect flaws. RT is also used to inspect weld repairs.
Compared to other NDE techniques, radiography has several advantages. It is highly reproducible and can be used on a variety of materials. The data gathered can be stored for later analysis.
RT can detect surface discontinuities, such as undercut, and inadequate joint penetration. Conversely, it can detect excessive reinforcement that may be detected by other methods such as VT, DPI or MPI.
Additionally, it can detect subsurface discontinuities that cannot be detected by other methods. However, radiography is most sensitive to discontinuities aligned with the radiation beam. On the other hand, ultrasonic inspection is most sensitive to discontinuities that are at a right angle to the sound beam.
RT is very good at detecting volumetric defects. Volumetric defects which are seen with complete clarity on RT, are often too small to detect by UT.
Radiography is an effective tool that requires very little surface preparation. Moreover, many radiographic systems are portable, which allows for use in the field and at elevated positions. There are conventional radiography and digital radiography techniques.
Ultrasonic Inspection (UT)
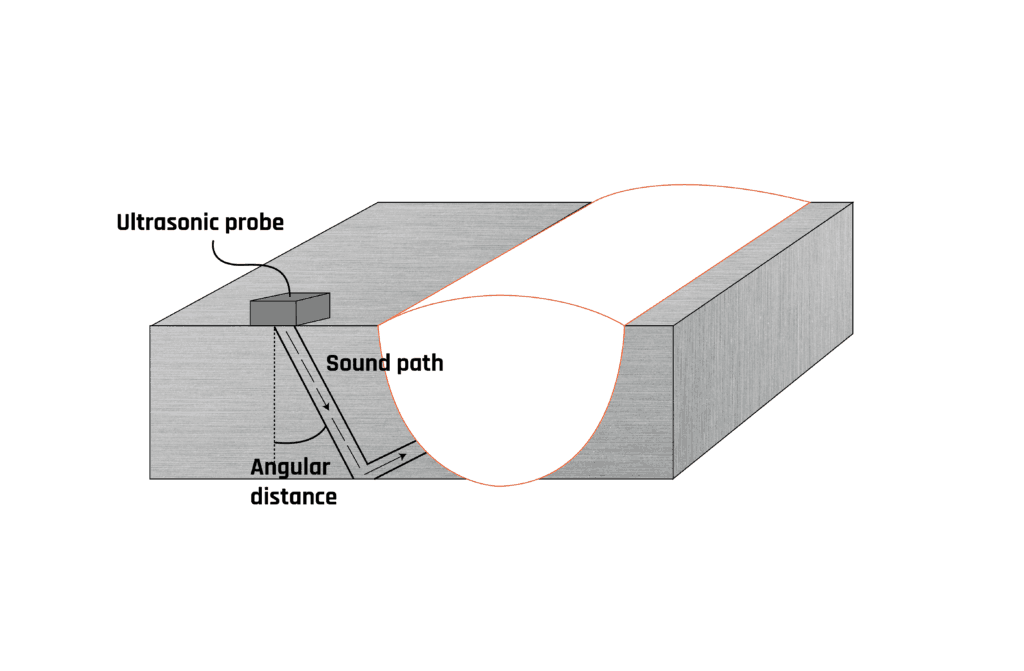
UT is one of the most common methods because it ensures accurate detection of hidden flaws located inside the weld. It uses ultrasonic waves that propagate through a layer of metal and are reflected from its boundary. Thus, also reflecting from the boundaries of internal discontinuities.
It is possible to evaluate the metal thickness and defects by measuring the time difference between the sent and reflected signals. UT can also detect flaws by measuring the shape and amplitude of the reflected signals.
An instrument that is used for ultrasonic testing is called ‘flaw detector.’ The flaw detector utilizes special-purpose transducers and transmission techniques. This allows for the implementation of the echo pulse and pitch-catch.
With the pulse-echo technique, the transducer sends a probing signal to a test object. It then receives echo signals reflected from defects and from design features of the product. Based on the time of the signal arrival, it is possible to spot the location of the defects.
Based on the signal amplitude you can deduce the size of the defects. The disadvantage of this technique is the need for the defect to have a reflecting surface perpendicular to the ultrasonic beam. Planar defects also need to be located near the surface of the product to be detected.
UT is applicable to almost all materials. The principal limitations are the geometry of and access to the weld joint and penetration capability of the sound beam. Other factors which are considered include the angle of the sound beam, test surface and scan pattern.
Welds in some materials are difficult to inspect ultrasonically. For example, welds involving nickel-base alloys and austenitic stainless steels tend to scatter and disperse the sound beam.
Not sure which method is best for you?
Although there is not one stand out winner amongst these methods, some non-destructive testing methods are more suited to specific testing applications. At Technoweld, we help you determine the best method of testing for your specific situation. Contact us for expert assistance with your next welding project.