

How does distortion occur?
Welding usually involves heating of the materials at the joint to fuse them together. This heat creates expansion and contraction. If the heating and cooling is uneven, distortion can occur. This distortion comes from residual stress.
There are two main stresses that occur.
- compressive stress that occurs on the area surrounding the parent metal edges due to thermal expansion on areas next to the weld pool.
- tensile stress occurs when the rest of the metal resists contraction of the heated area and weld metal.
You can only tell the magnitude of the thermal stress induced on the material by the change of volume of the weld area and the resultant movement of the material when it solidifies and cools to room temperature.
If the stress that is generated from the expansion and contraction exceeds the parent metal yield strength, the joint may experience a localised plastic deformation. The plastic deformation distorts the structure of the weldment. This leads to a permanent change in the dimensions or shape of the components. For a better understanding of how this happens, the following figure with a bar of steel is used to illustrate an example.

Fig. 1
Types of welding distortion
Longitudinal distortion
Longitudinal shrinkage happens along the length of the weld. On cooling, the weld and the surrounding area contracts and shortens the workpiece as a result. This type of distortion is greatest when the workpiece is not properly secured.

Fig. 2: Longitudinal distortion
Transverse distortion
This distortion happens when the metal contracts after welding and pulls its edges towards each other. It happens because the metal had initially expanded but experienced a higher rate of contraction when cooling.

Fig. 3: Transverse distortion
Angular distortion
Angular distortion happens when the angles between the welded parts are altered by contraction. The contraction is greater on the top as there is a larger weld pool at the top than the bottom. See picture below.

Fig. 4: Angular Distortion
Buckling, bowing and warping
If all of the above distortion types happen on a single joint, the results are several complex distortions. The distortions may be in the form of bowing, buckling and warping. In bowing, the weld centre does not coincide with the neutral axis of the cross-section.
Warping is formed when parts of the weld dish inside between several stiffened points. There can be several dish sections along the length of the weld.
On the other hand, elastic buckling causes the metal sheet to be curved along the width. If you try to flatten such a joint, it would most likely snap.

Fig. 6: Buckling
Causes of distortion
Generally, there are three main causes of distortion in the metal fabrication and welding industry. They are:
- Residual Stress
- Thermal Cutting
- Welding
Residual Stresses
Residual stresses are locked-in stresses present in the engineering components even when there is no external load and these develop primarily due to non-uniform volumetric change in metallic component irrespective of manufacturing processes such as heat treatment, machining, mechanical deformation, casting, welding, coating etc. However, if the maximum value of residual stresses doesn’t exceed the elastic limit of the metal residual stress can be present. If the stresses are higher than the elastic limit it leads to plastic deformation and distortion of components occurs.
Residual stresses can be tensile or compressive depending upon the location and type of non-uniform volumetric change taking place due to differential heating and cooling like in welding and heat treatment or localized stresses like in contour rolling, machining and shot peening etc. The effect of residual stresses can be seen on welded material when a bead of weld metal is deposited longitudinally upon a flat plate. The weldment, during cooling, tends to contracts and bends the steel plate towards the side that is welded.
Thermal Cutting
Apart from welding, thermal cutting used during steel processing, joint and edge preparation also causes distortion of the base metals and induces residual stress. When flame cutting steels, the material to be cut is raised to the ignition temperature by an oxy-fuel gas flame. The ignition temperature of steel is about 815C, at which temperature the iron reacts rapidly with oxygen to form oxides which are molten at the ignition temperature. A jet of pure oxygen burns or cuts the steel and exothermic reactions during the oxide formation cause a local rise temperature to the melting point of the material.
This high temperature causes expansion of the steel adjacent to the cut surface, and this causes the distortion of the plate during cutting. Not all the natural expansion of the material edges can be accommodated and some plastic deformation will occur. When the material cools, the edges contracts and because of the initial plastic deformation that caused thickening, the final length is less than the original, leading to distortion in the opposite direction.
Welding
When a weld is laid it is molten metal and therefore hot, as it cools it shrinks, this shrinkage imposes stress on the weld and the parent material near the weld.
Distortion is also created by localised heating of the base metals which causes local expansion and contractions during the welding operation. The local expansion and contraction takes place within the cold parent metal close to the weld area, which restricts movement from these forces, by this action residual stress builds up.
These stresses primarily develop due to differential weld thermal cycle (heating, peak temperature and cooling at any moment during welding) experienced by the weld metal and region closed to fusion boundary i.e. heat affected zone (Fig.2). The type and magnitude of the residual stresses vary continuously during different stages of welding i.e. heating and cooling. During heating primarily compressive residual stress is developed in the region of base metal which is being heated for melting due to thermal expansion and the same (thermal expansion) is restricted by the low temperature surrounding base metal. After attaining a peak value compressive residual stress gradually decreases due to softening of metal being heated.
Compressive residual stress reduces to zero as soon as melting starts and a reverse trend is observed during the cooling stage of welding. During cooling as metal starts to shrink (reduce in size), tensile residual stresses develop (if shrinkage is not allowed either due to constraint from the material or from job clamping) and the stress magnitude keeps on increasing until room temperature is attained.

Fig. 7: weld thermal cycle location A,B and C
Heat input
A greater the total heat input the greater the distortion. Heat input goes hand in hand with increases in the amount of weld runs used. This is often a result of electrode/filler diameter and amperage. It is said single larger runs produce less distortion due to the reduced number of thermal cycles and therefore lower total heat input. This approach needs to consider other desired weldment mechanical properties such as weld and HAZ toughness.
Preparation of joints and weld size
The shrinkage forces increase with the amount of weld metal placed in the joint. Using the correct size joint preparation and fillet size reduces distortion and saves time and money. By placing the correct size fillet weld and minimising weld reinforcement distortion can easily be minimised.
Welding process
Compared to manual arc welding, semi-automatic and automatic welding typically produce less distortion. This is because it typically has a higher deposition rate, has high the ability to produce a more continuous bead that lead to a more uniform thermal distribution pattern. The series of starts and stops common in manual arc welding leads to irregular thermal expansion. This can cause higher distortion in manual arc welded joints.
Parent material properties
The coefficient of thermal expansion per unit volume of heat is the primary property that influences distortion. Materials high expansion per unit of heat also experiences high contraction leading to high distortion. So, in short, the more a material grows per 1°C in temperature the more it will distort.
How to control welding distortion
Distortion needs to be controlled at all stages of the fabrication (before welding, during welding and after the welding operation).
Before welding
Good joint design
Well-designed joints take minimum weld volumes and do not suffer from over-welding. This is of importance when working on butt welds.
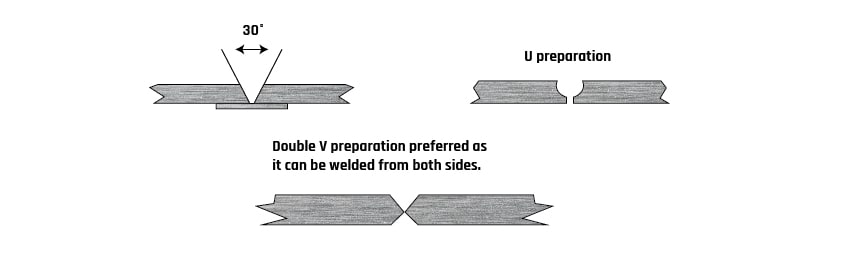
Fig. 8: Illustration of good joint design
Fixtures and jigs
Jigs and welding fixtures help you to maintain accuracy and reduce distortion of metals when a joint is subjected to heat shrinkage forces after cooling. The idea is that the jig or fixture will prevent the parent material moving by forcing the cooling weld to yield (or give) rather than the surrounding material.

Fig. 9: Jigs and Fixture set up
Tack welding
Tack welds work like clamps to hold together the parent metal in the desired place. The number and size of these welds depend on the thickness and type of the parent material. Thinner materials typically require more frequent tacks.
Presetting
Presetting involves the assembly of the components in such a way that they would compensate for the distortion and ensure that the fabrication is dimensionally correct after finishing. See below example.
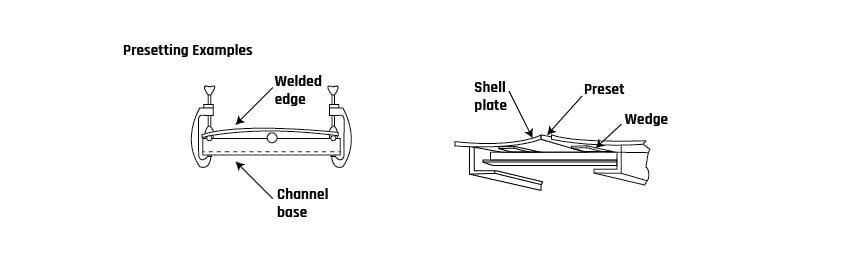
Fig. 10: Presetting example
During welding
Welding sequence
This is the order by which you make your welds in any project. A good sequence ensures uniform heat distribution and adds rigidity to the weldments. As a result, it offers an even distribution of the residual stresses throughout the entire component thereby, reducing distortion.
Balanced welding
This procedure involves balancing the residual stress on either side of a weld joint. Balance welds are common in the repair of shafts and other round sections. The welder’s place runs along the shafts that run directly opposite the previous ones. This balances contraction stress (gets them working against each other) and limits distortion.
Other applications of balanced welding include Double U and Double V butt joints. By balancing the welding (welding on both sides of the joint) the contraction stresses counteract each other. The same goes for fillet welds. With some thought, you can make the distortion work for you rather than against you.

Fig.11: Balanced Welding in a Double V Butt Joint
Backstep and Skip Welding
When progressing in one direction in a continuous weld, the transverse contraction stresses build-up, especially in Butt welds. To minimise this, back step welding techniques helps in reducing the distortion caused in this circumstance. See picture below.
Fig.12: Back step techniques
After welding
Much of the distortion control is done before and during the welding process. If however, you end up with distortion you can rectify it, there are a few treatments that can be done thereafter.
The first is flame straightening, which is a heating technique to remove distortion by using the basic principles of distortion. It sounds counter-intuitive but it works. When ‘contra heating’ the surrounding material acts as the vice in the first example and prevents the material from moving. When it cools is shrinks in an unrestrained way thereby, correcting the distortion.
See picture below.

Fig.13: Flame Straightening Techniques
Another method is peening. This involves the reduction of residual stress by stretching of the weld and the nearby parent metal by striking the metal. This stretching process counteracts the shrinkage and reduces the resulting contraction.
Get help avoiding welding distortion
Technoweld can provide welding procedures which avoid distortion, training in following the process, and visual welding inspection to ensure your welds are compliant. Call today to find out how we can help!