

Arc Welding is the process by which two pieces of metal are joined together by the use of electrical energy. Arc welding creates an electric arc that melts the base metal and typically a filler wire. The subsequent pool of molten metal then solidifies and fuses the edges of the parent material to join the metal together. To make this possible, electricity is passed from the power source through an electrode. The electric current is converted to heat due to the resistance in the flow of electrons across the air gap. This intense electrical energy creates an arc.
Types of Welding
There are four main types of arc welding processes that can be used to join metal. They include:
Manual Metal Arc Welding (aka Shielded Metal Arc or Stick welding)
In shielded metal arc welding, the welder uses a flux coated electrode (rod) for the formation of an electric arc between the parent material and the rod. The flux breaks down in the arc to form a shielding gas. This process is commonly used in the field. It doesn’t require a cylinder of shielding gas, is portable and has very few moving parts. The downside is that it is slow and inefficient. It requires a constant current (drooping characteristic) power source. It can use AC or DC type current.
Gas Metal Arc Welding (aka as Metal Inert Gas (MIG) or Metal Active Gas (MAG))
This welding process uses a continuous spool of solid filler wire/electrode and an external shielding gas. This GMAW requires constant welding power from a direct current source. This type of welding is the most common in the industry for workshop applications as it is more efficient than stick welding. It has more moving parts so it requires some knowledge of the equipment and how to set it up to run correctly.
MIG welding uses DC current with a constant voltage power source. So regardless of stick out (the distance from the end of the contact tip to the end of the wire) the arc length remains to same.
Flux Cored Arc Welding
There are two variants of FCAW. Gas shielding (outer shield) and Self-shielding (inner shield). The equipment is basically the same as MIG welding but with a few minor adjustments. The biggest difference is the electrode construction. GMAW uses a solid wire, FCAW, as the name suggests, uses a tubular wire with flux inside. You need to use knurled rolls to avoid squashing the wire.
It typically has a higher deposition rate than GMAW at a given amperage and wire size, as it has a higher current density. This concept will be explained in a later blog.
Gas Tungsten Arc Welding
Gas Tungsten Arc is like a modern oxy welder. Rather than a flame, it uses an arc to create the heat required to fuse the materials. As the name suggests, the method uses an alloyed tungsten electrode to carry the current and an external filler may also be added. The arc is shielded by an inert gas to protect the electrode and the weld from the atmosphere. As Gas tungsten arc requires two hands and is usually used for more intricate work as it requires more skill.
Sources of Power for Electric Welding
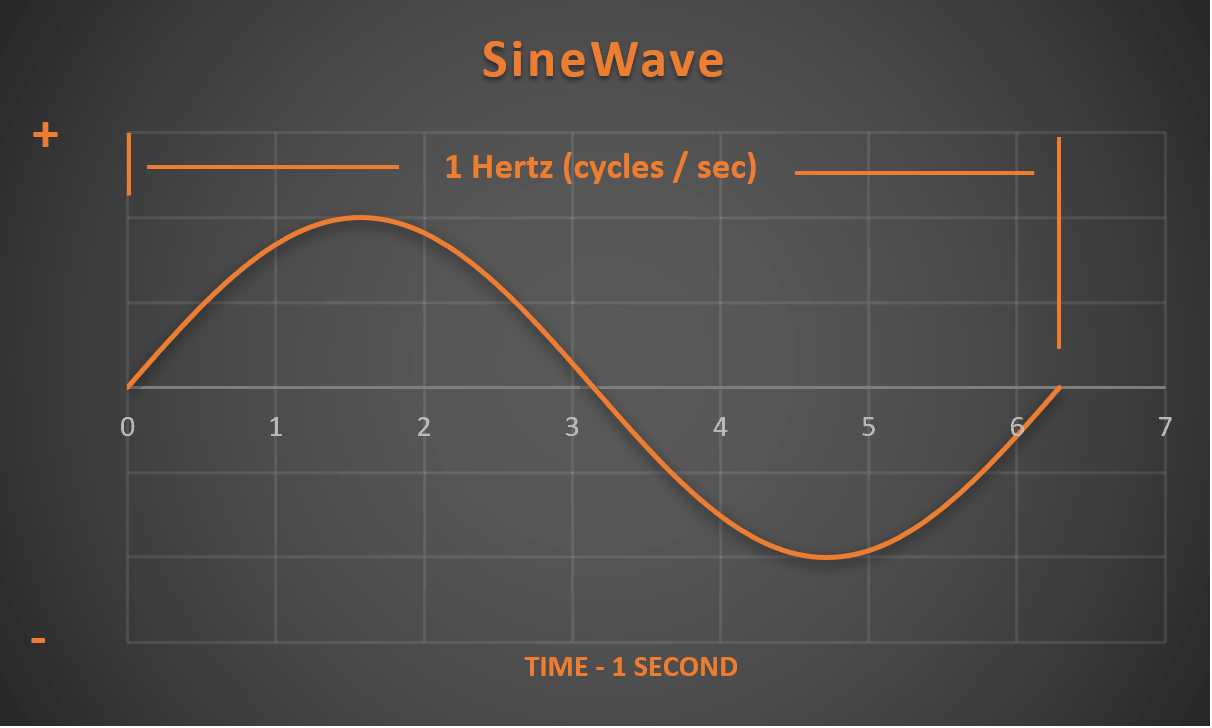
Arc welding may use power from AC (Alternating Current) or DC (Direct Current) sources. The AC power cycle has a half cycle of both positive and negative. The current moves from one direction during the half cycle and instantly stops at zero. It then reverses direction and repeats the half cycle in the opposite direction. This is called a sine wave. Hertz is the cycles per second. In Australia our AC current is 50Hz in the USA it is 60Hz. AC is rarely used in the modern-day industry as its cyclic nature has a higher hazard level of electrocution. The exception is GTAW, some Submerged arc welding and in situations where Arc blow is a problem.
DC power moves in one direction and has either a negatively or positively charged pole. Two-thirds of the heat is always on the positive side. So typically for GMAW/FCAW you use DC+ and GTAW you use DC- so you do not melt the electrode. If you connect the electrode to the negatively charged D.C. terminal, heat gets generated in the positive terminal and vice versa.
Common Terms
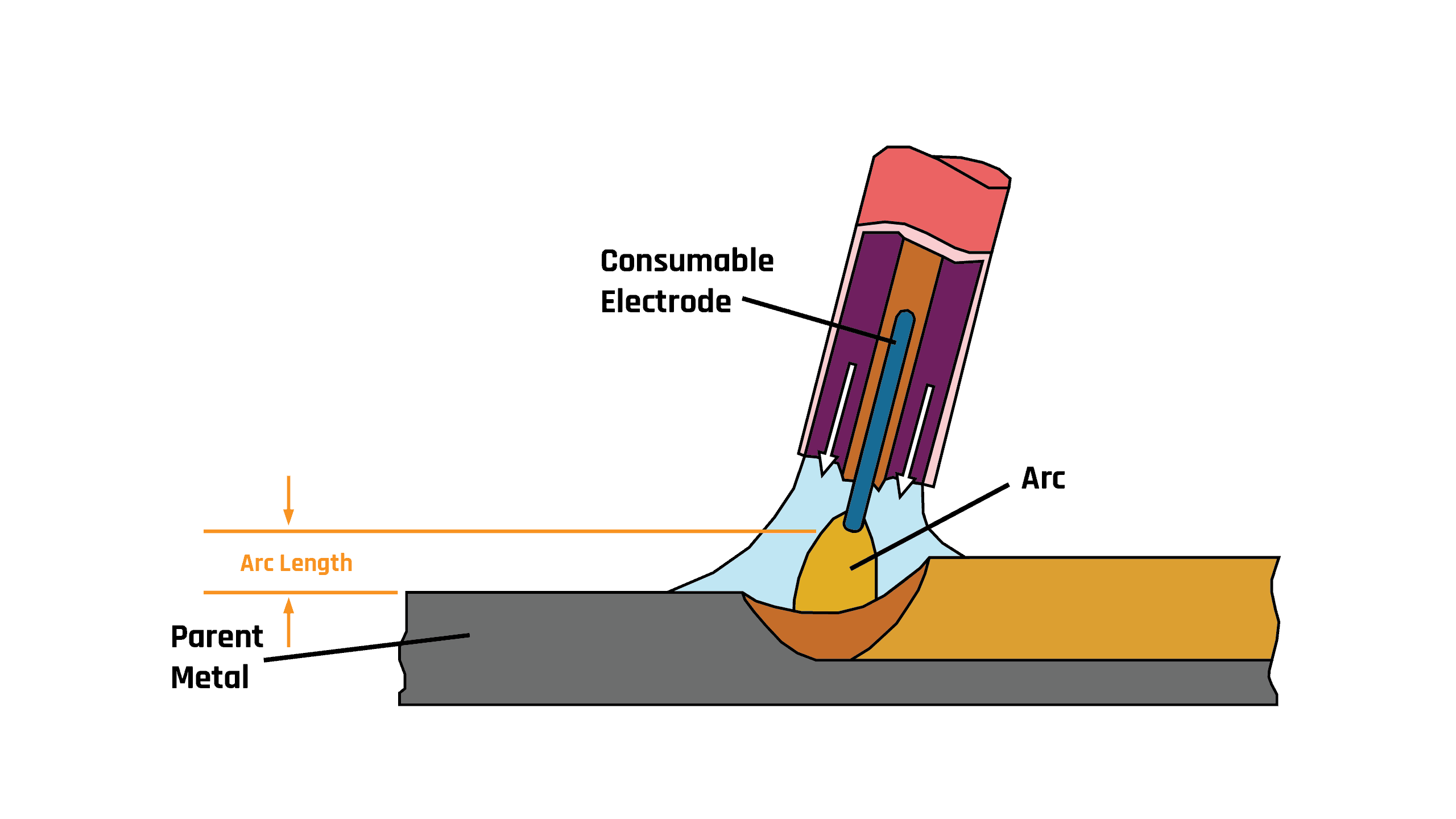
Arc Length
Arc length is the distance from the end of the electrode to the surface of the parent material, this distance is affected by and affects arc voltage.
Current (is flow)
Current is the number of electrons moving past a given point in the welding circuit. This is measured in Amps. The heat of the arc is changed by increasing the current.
Voltage (is pressure)
Voltage is pressure (VIP) is the amount of electrical pressure in the arc.
Closed and Open Circuit Voltage
When the electrical energy circuit is complete, the current is flowing and you are welding, it is said to be a closed circuit or arc voltage. However, if the circuit is not complete, you are not welding, the circuit is said to be an open circuit. Open circuit voltage (OCV) is the voltage measured at the output terminals when the machine is on but no welding is being done.
You will notice that the OCV is always higher than that of the closed circuit. Voltage is potential energy. So it needs a higher voltage to initiate the arc. In Australia, the safe levels are 80 V for AC sources and 115 V for DC sources without voltage reducing devices. This makes some people think lower voltage of AC is safer but as mentioned earlier, the cyclic nature has a higher hazard level of electrocution.
Changing the Amperage
MMAW – depending on the machine it may be a transformer and you rotate the handle, or a modern invert which uses a small knob.
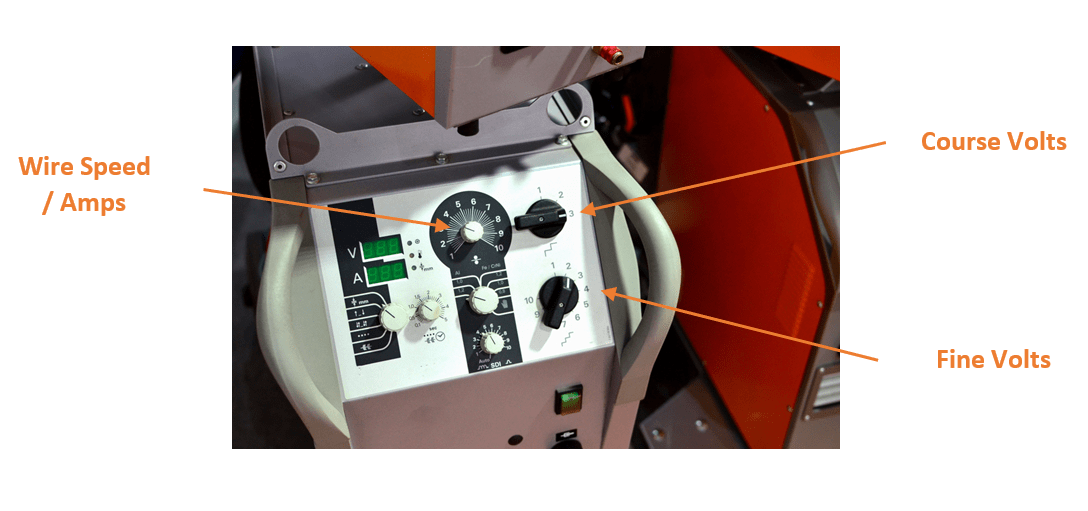
GMAW – by changing the wire speed you increase the amps. With GMAW the amps and volts need to be in the correct ratio.
If the amperage is too high, excessive penetration, undercut and porosity due to overheating of the electrode. If the amperage is too low, the arc becomes unstable, there is a higher risk of lack of fusion/penetration and inclusions.
Changing the Voltage
With constant current power sources (MMAW and GTAW) the only way to change the voltage is typically to increase and decrease the arc length. Some machines have an arc force setting which effectively changes arc voltage in a small way. Not all machines have this.
With constant voltage machines (GMAW/FCAW) you have switches or knobs that allow you to change the voltage. So if you want to change the arc length you have to change the arc voltage via the machine, this is why it is called a constant voltage machine.
Arc Blow
There are two types of arc blow, thermal and electrical. In the context of this blog we will focus on electrical arc blow.
In D.C. currents, especially at high amperages, you may experience a deflection of the arc due to an imbalance/distortion of the magnetic field. As you are welding you can see the arc deflect, therefore you have less control over the weld pool.
Arc blow is typically caused by two things
- At the end of a weld or plate the magnetic field is distorted (non-concentric) around the arc.
- Residual magnetism in the item being welded, quench and tempered materials have high magnetic permeability and therefore retain magnetism.

Speak to Technoweld
Reach us for training, inspection, consultancy, and supervision of the welding procedures. We can also research and document welding procedures for your specific welding processes as well as run the procedures.