
Why Do You Need a Welding Procedure Specification?
Whether you have a small welding business or are a multinational manufacturing company, your ultimate goal should always be to create a high-quality product with a long lifespan.
No matter how experienced your welders are, to consistently provide welding quality of the highest standard you shouldn’t rely on them to simply guess the best way to accomplish a specific weld.
Instead, you should provide a list of directions and specifications to execute an excellent weld in any situation. To maintain consistently high standards you should implement a Welding Procedure Specification for every type of weld you action. At Technoweld, we provide quality welding inspection services and expert witness services to industries such as the Australian defence sector, to ensure world-class quality.
What is a WPS?
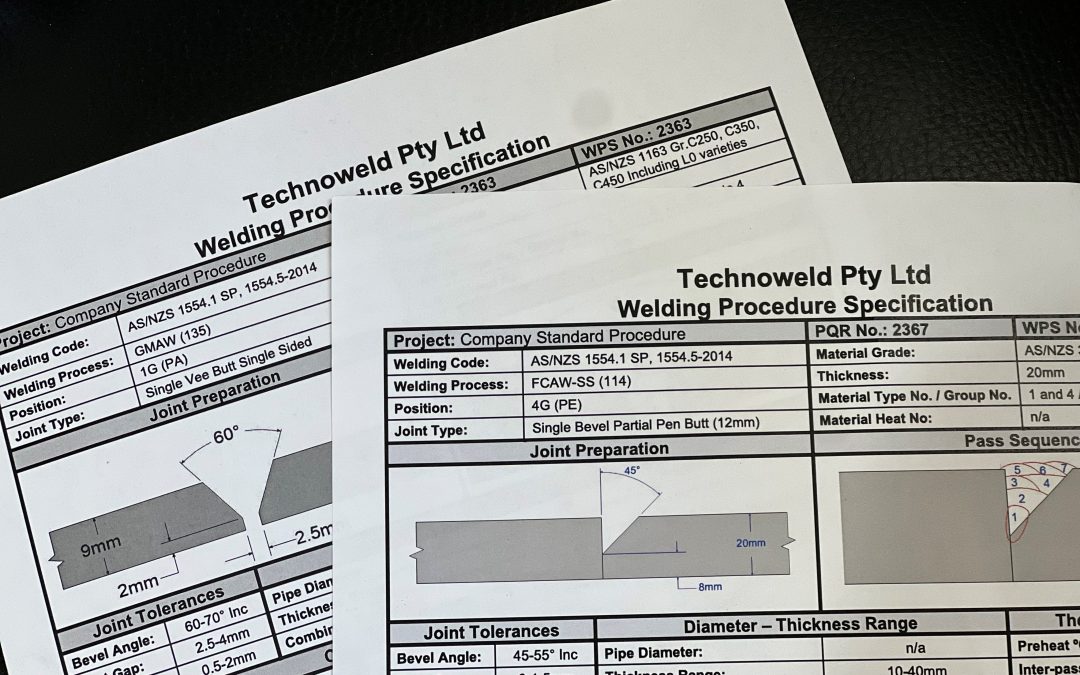
A Welding Procedure Specification, or WPS, is a formal written document describing standard welding procedures.
Like a recipe for welders, these procedures provide clear direction for your welders to make quality products that are up to code and industry standards. They will include any details and information that are required to make a desired weld.
These are proven and tested procedures that include but are not limited to, information such as the materials needed, the tools required, the processes to follow, the techniques to employ and finally confirmation of the desired outcome.
A WPS can go beyond just a great weld. Although a WPS will ensure the welded component meets design requirements, a WPS can also help you make hiring decisions.
You can employ welders and welding operators whose skills are in line with the WPS and a WPS can also help you complete a fast inspection with quick testing times. Since your employees will follow strict safety standards, you can also reduce the risk of company liability.
Advantage of a WPS
A Welding Procedure Specification is essential for every welding company to have because it maintains quality standards across every weld. It isn’t just a nice guide to follow.
Under various Australian and international standards (eg.ISO 15612, ISO 15609), a WPS is required to ensure a stable weld.
Under the Work Health and Safety Act of 2011, business owners have an obligation and duty of care to construct and operate a safe plant. For compliance to the Act, welders need to ensure they are following correctly designed WPS.
In Australia, Standards Australia is thepeak non-governmental agency in charge of the approval of welding standards. Their 73 member group has created basic WPS for some of the most common welding types, including welding of carbon steels, stud welding, and welding stainless steels for structural purposes.
Because every company has different welds to complete, Standards Australia has not created WPS for every type of weld. If your company uses a weld that does not have a WPS, it is your obligation to create one.

How to Write a Welding Procedure Specification (WPS)
There are essentially four steps to writing a complete welding procedure specification WPS.
1. What Do You Need to Complete Your Weld
Start with the basic, gather the base materials and welding consumables you need, including metal types, grades, and tools. You should also go through the weld, step by step, to ensure anyone with the proper welder qualification can follow your lead.
2. Add essential information to the Preliminary Welding Procedure Specification pWPS.
Once you have identified all the tools you need and the steps to take, you can start the PQR.
3. Welding Procedure Qualification Record PQR
The PQR ensures the information you added to the pWPS is correct. During this stage, you will essentially build the weld based on the tools and procedures you wrote down in the pWPS. If there are any mistakes or if you skipped over any part of the process, you will adjust the pWPS.
Once you have created a procedure test and proven your initial pWPS creates the desired weld, you will have the information to create the final WPS.
4. Create one final Weld Procedure Specification
This will have all the correct information about building the weld, including the tools you need, the process you need to go through, and the final, desired outcome. This final WPS will once again be tested again to ensure there are no errors.
A PQR is used to test a weld and is a record of what actually took place at the time of welding it.
Once the PQR is completed the test piece is subjected to Non-destructive and destructive testing as specified in the applicable standard, if all testing is successful a WPS is written from and supported by the PQR.
The WPS is then used as a tool on the workshop floor that includes all the correct information along with any welding variables allowed in the relevant code to achieve a weld that will meet the design requirements and is fit for its intended service.
The only time a WPS would be ‘Tested’ is when qualifying welding personnel to it, but all the testing requirements to qualify the procedure are completed at the PQR stage.

Once your final WPS is ready to go, there is still one more welding test you must pass, called the Non-Destructive Examination (NDE).
There are multiple types of NDE, but the most common are a visual inspection, radiographic inspection and liquid penetrant inspection. These inspections test to ensure there are no faults in the weld. This ensures longevity and quality of the product. If a weld fails an NDE, it is back to the PQR stage.
Writing a WPS can sound simple at first, but once you learn the gritty details of the process, it can seem like a massive undertaking. The process is extremely strict because by creating a WPS, you are creating a standard.
Welding Supervision Training & Expert Witness Services
If you quickly create poor standards, you will cause generations of welders to create a terrible product. Thankfully, you don’t have to tackle this process alone. At Technoweld, creating welding procedure specifications is our passion. When we create a WPS, we keep both your company and the customer in mind. We create unique WPS that aim to reduce your overall cost while increasing efficiency. We guarantee our WPS, so we take on the risk of failures and pay for retests in the unlikelihood that they occur. We also provide welding supervision training and expert witness services to ensure the quality and safety of every weld in your project.
Let our passion for welding processes lead your company to success.
Want to learn more? Contact Us to discuss. We love chatting about all things welding.